![]()
稭(jie)稈(gan)粉(fen)碎機新聞動態(tai)
![]()
稭(jie)稈(gan)粉(fen)碎機新聞動態(tai)

富(fu)通新能(neng)源 > 動態(tai) > 稭(jie)稈(gan)粉碎(sui)機新(xin)聞動(dong)態 > > 詳(xiang)細(xi)
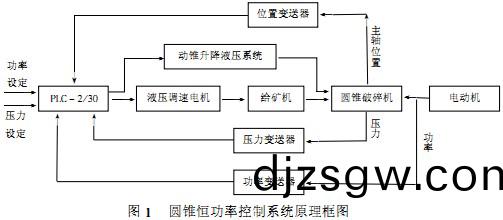
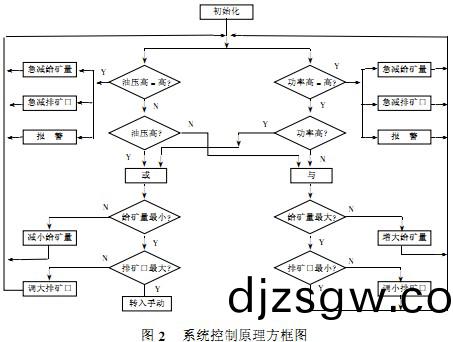
84英(ying)寸(cun)液(ye)壓圓(yuan)錐破(po)碎機(ji)功率(lv)控(kong)製係統的應用
髮佈(bu)時(shi)間(jian):2013-10-29 21:09 來(lai)源:未(wei)知
上(shang)一(yi)篇:9R-40型(xing)揉(rou)碎(sui)機(ji)揉碎過程(cheng)機(ji)理研(yan)究(jiu)
下(xia)一(yi)篇:9F-15型(xing)無(wu)篩(shai)式粉碎(sui)機的研(yan)究設(she)計(ji)